
Today we will discuss FMEA – Failure Mode and Effect Analysis.
No one wants a defective product. Defects are costly, frustrating, and damaging to a company’s reputation.
As a project manager, you will try to avoid failure in your deliverable using every possible technique. One such technique is Failure Mode and Effect Analysis, or FMEA. This technique helps you locate potential issues with a product or process and allows you to take corrective action.
FMEA – Failure Mode and Effect Analysis
The US military developed FMEA to design better weapons, and this methodology was successful. Later it was adopted by NASA, automobile companies, and other industries.
FMEA is a methodology that helps organizations to anticipate system or product failure during the design stage by identifying all possible failures in a design or manufacturing process.
FMEA was one of the earliest methods of systematically looking at the potential problem in a product or process.
It looks at similar products or processes and reviews their past failures. It also considers the physical characteristics of the material. You can change processes or products depending on your analysis to avoid errors.
Failure modes are how the product or process can fail. Effects are the ways these failures can lead to defects. Failure Mode and Effects Analysis aims to identify, prioritize and control these failure modes.
This technique is also known as “Failure Modes Effects and Criticality Analysis” (FMECA) or sometimes simply “failure modes.”
The FMEA can improve your systems, design processes, and production processes.
FMEA is a straightforward, qualitative technique that involves brainstorming with experts and listing their comments in a table. It is similar to the process of creating a probability and impact matrix.
Here, experts identify possible causes for product failure, the chances of these happening, the impact, how easy it is to detect failure, etc. These opinions are noted in a table for further review.
This helps you identify many failures that can affect the deliverable.
Types of FMEA
FMEA can be broadly divided into two categories:
- Design FMEA
- Process FMEA
Design FMEA (DFMEA)
DFMEA finds possible failure modes during the design stage, such as:
- Tolerance
- Material properties
- Product geometry
- EEF
Process FMEA (PFMEA)
PFMEA finds possible failure modes that can occur during the product development process, such as:
- Procedure
- Human error
- Equipment used
- Inspection
When to Use FMEA
FMEA is useful for avoiding future errors and improving the process and product reliability. You can use it in the following cases:
- During the development of a new product or process.
- Before you make changes to a product or process.
- After identifying an error in a process or product.
- When receiving numerous and consistent complaints from customers.
- When sales support costs are unusually high.
- When a company’s credibility is at stake.
This technique is not confined to any industry or technology; you can this method in all industries.
How to Use FMEA
This technique requires expert judgment. You will call experts for one or more brainstorming sessions. They will help you identify, collect, and evaluate the potential defects, causes, and impacts.
The experts should belong to all functional areas so you can cover the complete product life cycle.
FMEA Example
You can use the following table to record the experts’ input. You will pay more attention to analyzing the causes of possible equipment failure.
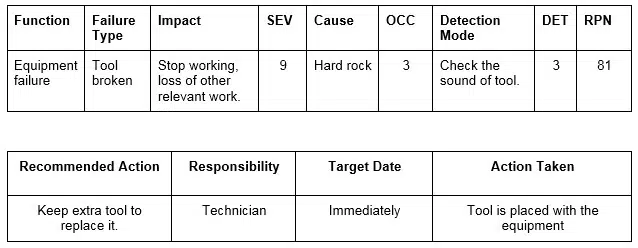
The FMEA technique uses three parameters: severity, occurrence, and detection.
Severity (SEV) shows the harshness of the defect on the user. Occurrence (OCC) predicts how often the issue may happen. Detection (DET) represents how easily you can find the problem.
Experts assign a value from one to ten for each potential error or defect, where one is extremely unlikely and ten is extremely likely. After the brainstorming session ends, you will compile the problems, causes, and ratings. Afterward, you will enter this information into a table.
Finally, you multiply each defect’s severity, occurrence, and detection to generate an RPN. This stands for Risk Probability Number and provides an overall risk impact score for each defect. In our example table, the RPN for the failure is 81.
After generating the RPN for all possible defects and failures, you will decide the thresholds of each risk level. The threshold can be high, medium, or low. Using the RPN number, you will decide if a defect cause is high, medium, or low-level priority.
You will work on the high-priority RPNs to mitigate or eliminate defects.
For example, the second table shows your recommended action for an identified failure, who will be responsible for the action, and when you should implement it.
You will record this failure and the action taken once it happens.
How to Implement FMEA
You have a list of possible errors and their potential corrective actions. Now, you will assign responsibility to your team members to implement these actions to reduce the RPN of these errors.
You will review them again after the corrective actions have been implemented to assess the effectiveness of the action plan. If necessary, a new FMEA will be generated to re-assess the risks and defects.
Use the Pareto Law while using this technique. Focus on the minority of causes creating most of the issues or defects. This provides the most significant impact while using the least resources. Once these high-impact issues are resolved, you can take on the other defects if resources permit.
You can plan a new corrective action to mitigate the problem if you see that a particular issue is not being resolved currently.
Importance of FMEA
Finding and correcting failures early is much less costly than finding them at a later stage. An error at a later stage is more damaging as it affects brand recognition and dissatisfied customers.
FMEA lets you find failures in the early stage of product development. It reduces after-sales support and increases customer satisfaction.
Benefits of FMEA
A few benefits of FMEA are:
- Improved and more reliable products.
- Less after-sale support.
- Increased customer satisfaction.
- Improved brand reputation.
- Reduced failure and warranty costs.
- Maximized profits by reducing after-sales expenses.
Conclusion
FMEA is a proactive technique that helps you to identify potential defects and failures before they occur. This is a fantastic qualitative method; it can benefit your organization if used correctly. Though this technique is time-consuming due to the involvement of various stakeholders, it will lead your project to a successful ending.
Please share your experiences with the Failure Mode and Effect (FMEA) Analysis technique in the comments section.

I am Mohammad Fahad Usmani, B.E. PMP, PMI-RMP. I have been blogging on project management topics since 2011. To date, thousands of professionals have passed the PMP exam using my resources.



Excellent !! Very easy to understand.
Sir, I have done my Diploma in Mechanical Engineering & presently doing AMIE course. For AMIE course I have selected ‘Process FMEA for TATA Hybrid bus’ at ACGL-Goa as my project. Can I do project individually by collecting the required data from company or it is a team project?
I cannot say anything on it. Please consult with your mentor.
Very effective and so clear.thank you so much.examples are very clear to understand easily.
You are welcome Santhosh.
WOULD you please give an example for FMEA of an aircraft? or link of it?
Sorry Sara, I don’t have any FMEA on aircraft.
I especially liked the idea of linking risk to economic consequences.
One other problem I have run into over the years lies with the determination of occurrence When evaluating a new process or system, the true rate of failure is unknown.
If the team is composed of individuals with prior understanding of similar systems or historic performance, it is easy to estimate the new occurrence rating by examining historic experience. Often though, the default is to rank occurrence with a high number due to lack of experience.
In a risk adverse environment, the result is that high risk is everywhere due to high occurrence or detection numbers. The FMEA then becomes unmanageable and loses any advantage of prioritization.
http://manufacturing.cioreview.com/whitepaper/why-is-fmea-cost-effective-wid-577.html
Well said John.
Very good explanation.
Thanks Deepak for your comment.
Brief but comprehensive..Easy to understand..Thank u :-) Expecting more topics from you:-)
Thanks Jeya for your comment.
Let me know what topics you want me to write.
Welcome :) Could u pls write on APQP phases, Root cause analysis and Why-why analysis
I have noted your requests, will surely write blog posts on these topics.
Thank you..
Hi,
Can you please differentiate between occurrence and detection. According to me, occurrence means issue has occurred but not detected by people. Detection means issue occurred and also got detected . Please clarify
You are right.
Here the occurrence mean how many frequently this issue is likely to happen, and detection implies how easily you can detect it.
Excellent. Very short and to the point. Very easy to learn and implement. Please continue to educate us.
Thanks for your comment and visit Jay.
Nice topic. Well explained. Thanks
You are welcome Maan.
You have done a terrific job on preparing these blogs. Thank you for preparing them very concise and clear.
Thanks Sara for your comment.
Very clear and concise, thanks so very much.
You are welcome Bonos.
Very good session. simple and effective . thanks
You are welcome Mathew for stopping by and leaving your comment.
good and simple.
Thanks Venkatesh.
Very good session. simple and effective .
Thanks
You are welcome Varun.